
Если вы задаетесь вопросом — «Как сделать штапик?», то наверняка уже столкнулись с поджогами на заготовках, долгой и муторной шлифовкой и сколами после фрезерования. Изготовление штапика, как и любого другого погонажного изделия на первый взгляд не требует особой квалификации, опыта и уникальных навыков. Важно помнить о том, что, если вы взялись за эту работу, ее придется делать очень быстро. Стоимость штапика, как правило не велика, и вы непременно столкнетесь с мизерной оплатой.
Существенная потеря времени при изготовлении штапика, да и вообще погоножа, это шлифовка изделия, шпатлевание и подготовка к окраске. Если этих операций избежать полностью у меня не получилось, то уж по крайней мере, я постарался сделать эту работу с максимально возможным комфортом. Для этого, к моменту шлифовки штапик должен быть и так почти идеальным, а сама шлифовка — это просто сбить «риски» от ножа фрезы или ножей рейсмусового станка.
Как бы банально не звучали мои советы, но фрезы и пильные диски должны быть острыми, и заготовка при подаче на фрезу или диск должна быть обжата со всех сторон, во избежание «случайных выстрелов». Наверное, никого не удивлю если напомню — быстрее и удобнее нагонять погонаж из доски а не из отходов, собранных по углам мастерской. Еще очень важна равномерная подача заготовки и не очень большие обороты фрезера. Чем выше обороты фрезера, чем вероятнее «поджоги» на заготовке. Я выставляю обычно 6-7 тысяч оборотов в минуту, мне комфортно работать на этой скорости. Совсем низкие обороты тоже не желательны, это может увеличить количество сколов на обрабатываемой поверхности.
Вот сфотографировал по операциям процесс изготовления треугольного штапика.


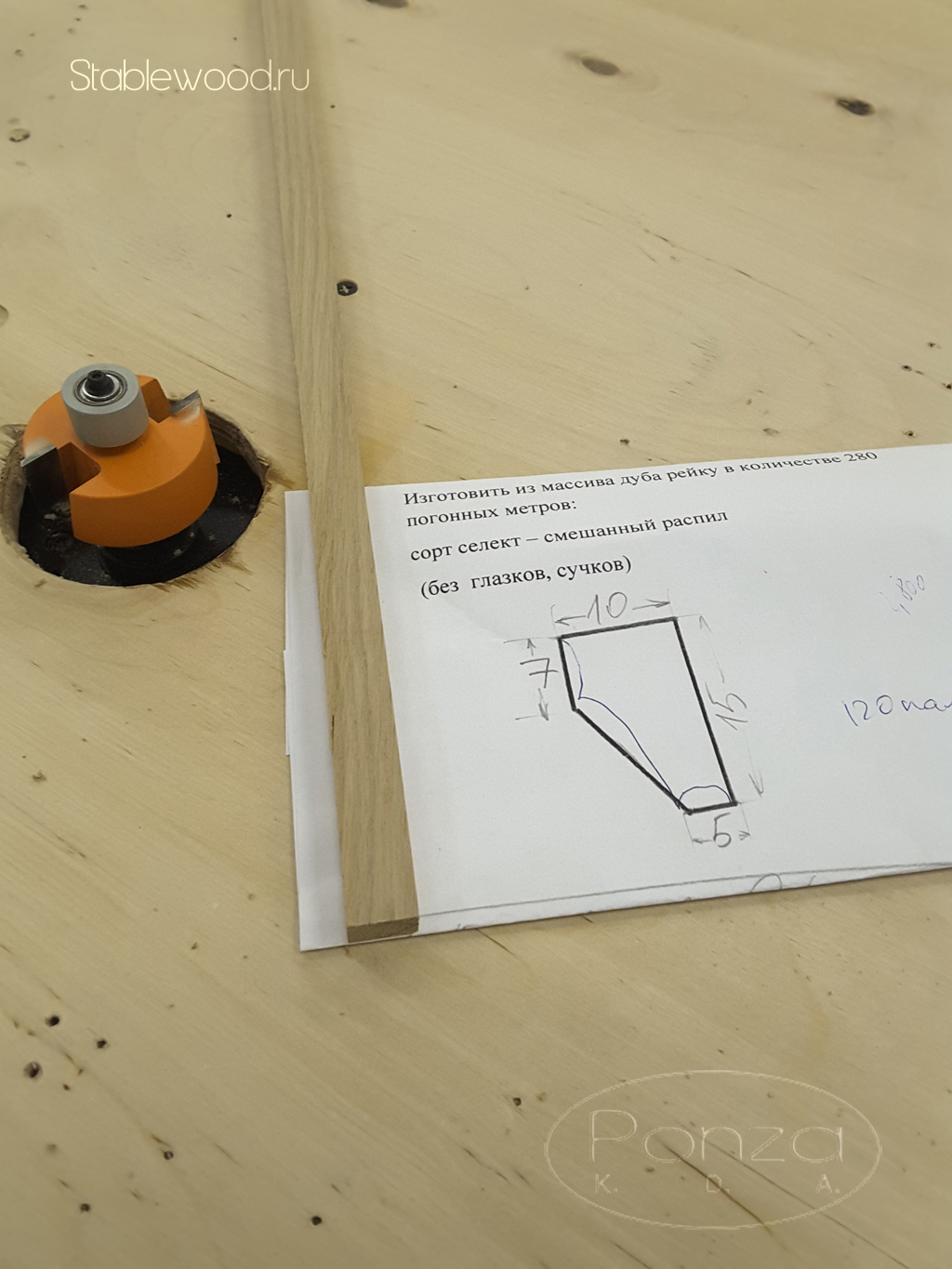
 Для работы я выбрал доску 30х120х2800мм. Я не обращал внимания на сучки и заболонь в доске — штапик довольно тонкий, и значительная часть этих сучков просто уйдет в опилки. При подсчете количества материала я дал хороший запас на отбраковку. Если штапика по метражу будет больше чем было заказано это значительно лучше, чем если бы его не хватило и пришлось настраивать станки по новой, доделывая не достающие пару метров. К тому же у вас будет возможность сэкономить приличное количество времени просто выбросив заготовки, на которых при последующих операциях появятся «сколы», «поджоги» или случайно вылезшие сучки.
Для работы я выбрал доску 30х120х2800мм. Я не обращал внимания на сучки и заболонь в доске — штапик довольно тонкий, и значительная часть этих сучков просто уйдет в опилки. При подсчете количества материала я дал хороший запас на отбраковку. Если штапика по метражу будет больше чем было заказано это значительно лучше, чем если бы его не хватило и пришлось настраивать станки по новой, доделывая не достающие пару метров. К тому же у вас будет возможность сэкономить приличное количество времени просто выбросив заготовки, на которых при последующих операциях появятся «сколы», «поджоги» или случайно вылезшие сучки.
Доска фуговалась и обрабатывалась в рейсмусовом станке до необходимого размера. В моем случае, обе стороны доски не лицевые. То есть обрабатываемые поверхности с обеих сторон доски не будут лицевыми сторонами штапика, после его окончательного изготовления. Потому оставил их без дальнейшей обработки. В противном случае, можно было шлифовать их перед раскроем, избежав таким образом шлифовки поштучно.
Я рассчитал размер и выставил линейку-упор на станке таким образом, чтобы пиленый штапик получался немного больше чистового размера. Примерно на 0,4-0,5мм. Это понадобилось для дальнейших операций.
Не обращайте внимания на разницу фотографий. Периодически забываю что-либо сфотографировать, а чаще просто некогда. Потому частенько просто вставляю фото из разных работ.


 Для того, чтобы снизить время на шлифовку штапика и не шлифовать после пильного диска (это действительно много времени, к тому же есть вероятность, что форма штапика будет существенно отличаться в последствии), я изготовил вот такое приспособление. Это просто полоска плитного материала, с пропилом-канавкой в форме треугольника. К полосе снизу я прикрутил упор, это что бы полоса вместе с заготовкой не тянулась в рейсмусовый станок. Обратите внимание на то, что штапик должен существенно выступать над поверхностью приспособления, в противном случае можно испортить валы подачи рейсмусового станка и затупить ножи. Для лучшего скольжения можно смазать мылом или парафином. Ну в моем случае, это хозяйственное мыло.
Для того, чтобы снизить время на шлифовку штапика и не шлифовать после пильного диска (это действительно много времени, к тому же есть вероятность, что форма штапика будет существенно отличаться в последствии), я изготовил вот такое приспособление. Это просто полоска плитного материала, с пропилом-канавкой в форме треугольника. К полосе снизу я прикрутил упор, это что бы полоса вместе с заготовкой не тянулась в рейсмусовый станок. Обратите внимание на то, что штапик должен существенно выступать над поверхностью приспособления, в противном случае можно испортить валы подачи рейсмусового станка и затупить ножи. Для лучшего скольжения можно смазать мылом или парафином. Ну в моем случае, это хозяйственное мыло.
Все. Штапик готов к шлифовке.
Еще хочу рассказать об изготовлении штапика не обычной формы. Изготовление потребовало немного больше времени.


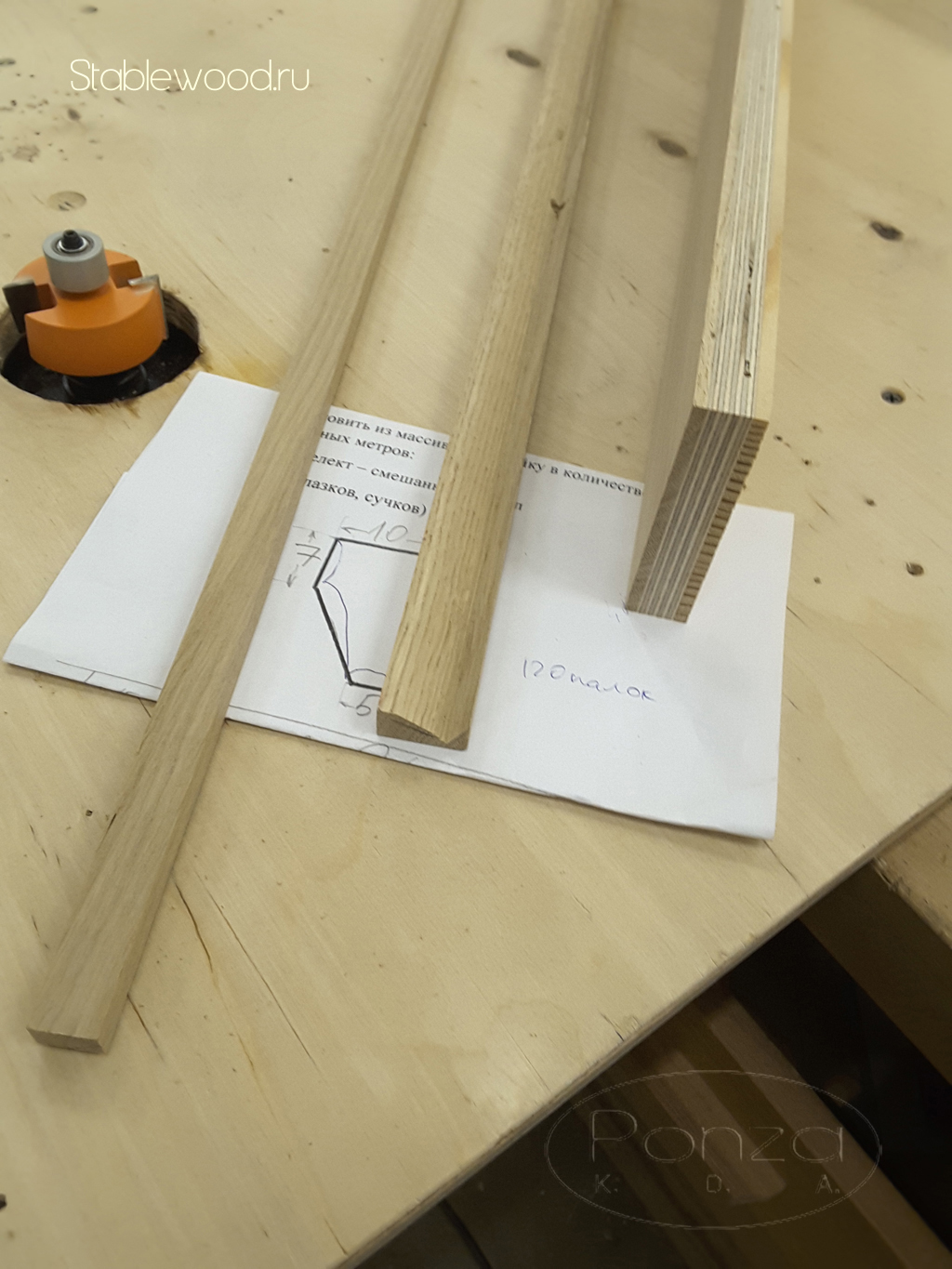
 Это не очень удобная форма для раскроя. Заготовка (доска), сначала обрабатывалась так же, как и предыдущем случае, до достижения необходимого размера по толщине. Затем пилил продольно, под 45 градусов первый рез, и переставив линейку-упор — просто, повторным резом, всю доску.
Это не очень удобная форма для раскроя. Заготовка (доска), сначала обрабатывалась так же, как и предыдущем случае, до достижения необходимого размера по толщине. Затем пилил продольно, под 45 градусов первый рез, и переставив линейку-упор — просто, повторным резом, всю доску.
В этом случае доска перед раскроем шлифовалась с двух сторон, ведь одна из сторон доски, после раскроя штапика будет лицевой. Далее, я сложил полученные заготовки, развернув опиленной гранью к столу. Плотно прижал их и наклеил простой скотч на тыльную сторону. Затем полученный «пакет» обрабатывался в рейсмусовом станке. Разумеется, обрабатывалась сторона, противоположная наклеенному скотчу. Скотч, после рейсмуса сразу снимался. Такой способ обработки дает небольшую погрешность. Но мне она показалась совсем уж не существенной (0,1-0,2мм.), особенно учитывая сэкономленное на шлифовке время.
Еще один замечательный способ убрать следы от пильного диска — прямая фреза для выборки четверти. Пользовался не однократно, и всегда очень доволен результатом. А в моем случае, я и вовсе не пилил штапик, а сразу срезал существенный по площади уголок штапика фрезой.
 В данном случае форма штапика не позволяла воспользоваться рейсмусовым станком. Я изготовил из рейки профиль пригодный для «посадки» данного штапика и зафиксировал профиль на извлеченной из мусорной корзины колобахе шурупами. Полученное приспособление является прижимом для заготовки, при подаче ее на фрезу. То есть после пиления, все равно можно обработать заготовку фрезой, существенно снизив, таким образом время на подготовку к окраске. А если срезаемая часть профиля не очень существенна по площади, можно и вовсе обойтись фрезерованием, не используя пилу.
В данном случае форма штапика не позволяла воспользоваться рейсмусовым станком. Я изготовил из рейки профиль пригодный для «посадки» данного штапика и зафиксировал профиль на извлеченной из мусорной корзины колобахе шурупами. Полученное приспособление является прижимом для заготовки, при подаче ее на фрезу. То есть после пиления, все равно можно обработать заготовку фрезой, существенно снизив, таким образом время на подготовку к окраске. А если срезаемая часть профиля не очень существенна по площади, можно и вовсе обойтись фрезерованием, не используя пилу.

 Для того, чтобы форма штапика сохранялась по всему периметру, я использовал упор, сразу «на выходе» с фрезы. Старался не останавливать подачу, переходя от подачи к приему. Вообще удобнее, конечно такие операции выполнять вдвоем с напарником, но за не имением оного, приходится выкручиваться. Если именно такой фрезы у вас в наличии нет, можно воспользоваться любой другой, прямой фрезой большого диаметра. Чем больше диаметр, тем чище будет рез. Но данная фреза — cmt 935.990.11 , для выборки четверти, немного другая. Ножи на фрезе расположены не под прямым углом, а немного скошены, что позволяет добиваться лучшего результата — чище рез, меньше сколов.
Для того, чтобы форма штапика сохранялась по всему периметру, я использовал упор, сразу «на выходе» с фрезы. Старался не останавливать подачу, переходя от подачи к приему. Вообще удобнее, конечно такие операции выполнять вдвоем с напарником, но за не имением оного, приходится выкручиваться. Если именно такой фрезы у вас в наличии нет, можно воспользоваться любой другой, прямой фрезой большого диаметра. Чем больше диаметр, тем чище будет рез. Но данная фреза — cmt 935.990.11 , для выборки четверти, немного другая. Ножи на фрезе расположены не под прямым углом, а немного скошены, что позволяет добиваться лучшего результата — чище рез, меньше сколов.

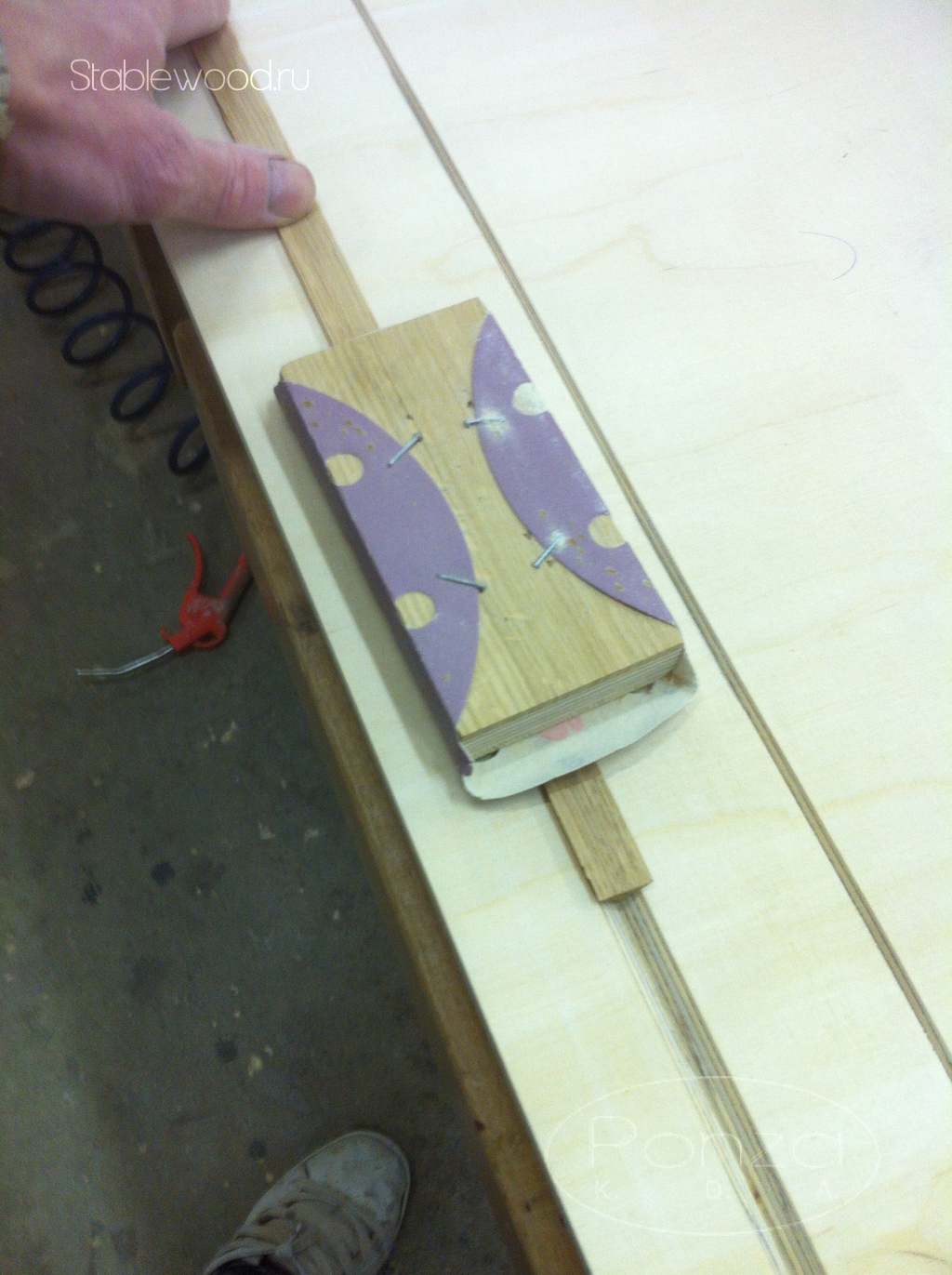 Штапик, ну… или другое погонажное изделие доводится как правило все равно вручную, если у вас нет специального оборудования. Бывают разного типа шлифовальные станки или станочки, в конце концов приспособления, позволяющие обрабатывать подобные изделия с помощью простых ленточных шлифовальных машинок. Я подобным оборудованием и опытом пока не обладаю, потому все делаю вручную. После рейсмусового станка или фрезы, обработка поверхности проходит, разумеется, значительно быстрее и проще.
Штапик, ну… или другое погонажное изделие доводится как правило все равно вручную, если у вас нет специального оборудования. Бывают разного типа шлифовальные станки или станочки, в конце концов приспособления, позволяющие обрабатывать подобные изделия с помощью простых ленточных шлифовальных машинок. Я подобным оборудованием и опытом пока не обладаю, потому все делаю вручную. После рейсмусового станка или фрезы, обработка поверхности проходит, разумеется, значительно быстрее и проще.
Весь погонаж перед укрытием маслом шлифую «сухарями» (абразив зафиксированный или приклеенный к твердой основе). Абразивом № 100 или №120.
На том прощаюсь, пожалуй это все что я хотел вам рассказать о том, как быстро и просто сделать штапик.